
Most Popular
 Advantages and Disadvantages of Electric Arc Furnace and Induction Furnace Steelmaking
Advantages and Disadvantages of Electric Arc Furnace and Induction Furnace Steelmaking
Electric Arc Furnace VS Induction Furnace SteelmakingComparison of advantages and ...
 Electric Arc Furnace VS Submerged Arc Furnace
Electric Arc Furnace VS Submerged Arc Furnace
Electric Arc Furnace VS Submerged Arc Furnace Direct current electric arc ...
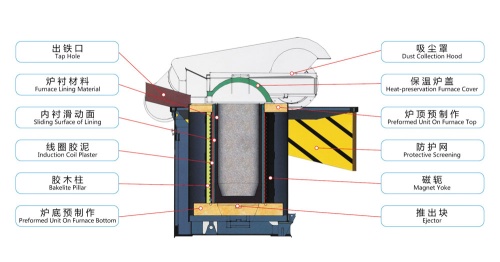 Electric Induction Furnace Diagram
Electric Induction Furnace Diagram
Electric Induction Furnace Diagram Induction furnace steelmaking is a steelmaking method that ...


 Electric arc furnace steelmaking uses electric energy as heat energy and uses the high temperature of the arc generated between ...
Electric arc furnace steelmaking uses electric energy as heat energy and uses the high temperature of the arc generated between ...HAN Submerged Arc Furnace (2022-HAN Suberged Arc Furnace.pdf)



Wire Drawing Machine Wire Drawing Break Reason
Rated:  , 0 Comments
, 0 Comments
Total visits: 359
Posted on: 08/04/23

Users will inevitably encounter problems such as disconnection when installing the dust removal wire drawing machine. There are many reasons for this problem. In order to help you better solve this problem, we will analyze the reasons for you today and will give you some suggestions. Let’s take a look at the specific content together.
The first reason is that the joint is not firm. If this is the reason, then we should adjust the current, top pressure, and power-on time of the butt welding machine in time to improve the welding quality.
The second reason is that there are some inclusions in the wire used, which leads to the breakage of the wire drawn by the wire drawing machine equipment. If this is the reason, then we should strengthen the acceptance management of the blanks put into production.
The third reason is that the selected matching mold does not meet the requirements of use. For this problem, we should re-select in time, combine the actual process requirements, and properly adjust the mold matching requirements, so as to eliminate the phenomenon of excessive or small deformation;
The fourth reason is due to the excessive back pull. Normally, the pay-off tension of the wire drawing machine equipment should be controlled within a certain range, and the number of winding coils of the tower wheel should be reasonable.
The fifth reason is that the selected die hole shape is unreasonable, or the smoothness does not meet the requirements. Therefore, we must strictly abide by the standards for repairing the wire mold. The deformation angle of the working area should ensure that it meets the requirements for use.
The sixth reason is due to incomplete pickling. At this time, we should re-adjust the temperature and concentration of the acid solution, and strengthen flushing and neutralization.
In addition, there is another very important reason that may also cause the problem of broken wires in the wire drawing machine, that is, the quality of the wire blanks used is not good. In this case, we should strengthen the inspection of the intermediate links, and the unqualified wire blanks are not allowed to flow into the next process.
Article Source: Wire Drawing Machine Wire Drawing Break Reason
More Articles You May Interesting:
Automatic Wire Drawing Machine VS Manual Drawing Machine
Automatic Nail Making Machine Working Principle
Cemented Carbide Wire Drawing Die Manufacturing Process
Precautions for Wire Drawing Machine Operation
Wire Drawing Machines: Spray Welding VS Tungsten Carbide Thermal Spraying
What is Elephant Trunk Take-up Machine?
Six Types Wire Drawing Machines
Copper Wire Drawing Machine Production Process
Wire Drawing Machine Structure Device
Advantages of Inverted Wire Drawing Machine
High Speed Wet Wire Drawing Machine Operation Steps
Wire Drawing Products Unqualified Surface Quality Reasons
Wet Wire Drawing Machine Working Principle
Wet Drawing Machine Transformation Process Requirements
Comments
There are still no comments posted ...
Rate and post your comment