
Most Popular
 Advantages and Disadvantages of Electric Arc Furnace and Induction Furnace Steelmaking
Advantages and Disadvantages of Electric Arc Furnace and Induction Furnace Steelmaking
Electric Arc Furnace VS Induction Furnace SteelmakingComparison of advantages and ...
 Electric Arc Furnace VS Submerged Arc Furnace
Electric Arc Furnace VS Submerged Arc Furnace
Electric Arc Furnace VS Submerged Arc Furnace Direct current electric arc ...
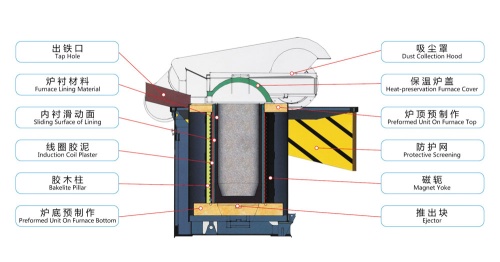 Electric Induction Furnace Diagram
Electric Induction Furnace Diagram
Electric Induction Furnace Diagram Induction furnace steelmaking is a steelmaking method that ...


 Electric arc furnace steelmaking uses electric energy as heat energy and uses the high temperature of the arc generated between ...
Electric arc furnace steelmaking uses electric energy as heat energy and uses the high temperature of the arc generated between ...HAN Submerged Arc Furnace (2022-HAN Suberged Arc Furnace.pdf)



Hot Rolling Roll
Rated:  , 0 Comments
, 0 Comments
Total visits: 348
Posted on: 01/06/23

Hot Rolling Roll
The problems of further reducing the roll consumption of hot rolls are discussed from the aspects of reasonable selection of roll materials, speeding up the application of new material rolls, strengthening the management of rolls, popularizing the application of roll surface repair and strengthening technology, improving the cooling conditions of rolls and developing new technology of hot lubrication rolling.
Keywords: roll, roll consumption, hot rolling roll, roll material
1. Preface
There are many factors affecting the service life of the roll. The consumption of roll is not only related to the variety of steel products, rolling technology, rolling mill equipment, roll material selection, and roll management level but also related to the manufacturing technology of roll and the development and application of new roll materials. At present, the main ways to reduce the roller consumption of hot rolling are as follows: selecting suitable roller material and application of new material roller; reasonably distributing the elongation coefficient to reduce the degree of uneven wear; reasonably controlling the rolling temperature so that the steel temperature should not be too low during hot rolling; reasonably designing the pass and distributing the reduction; strengthening cooling; lubricating rolling; avoiding roll breakage caused by production and equipment accidents; improving the quality of hot rolling; Strengthening roll management, making appropriate roll changing system, reforming old rolls and repairing them by overlaying welding, spraying and coating the rolling surface, improving the manufacturing quality of rolls, etc. According to the practical application of hot rolling rolls, the measures to further reduce the consumption of hot rolling rolls are put forward.
2. Reasonable Selection of Roll Materials
2.1 Blooming Mill Roll
Most of the blooming mills in China are two rolls reversible type. At present, cast steel and forged steel rolls are mostly used in the blooming mills of Angang, WISCO, Chongqing Iron and Steel Co., Ltd., and Maanshan Iron and Steel Co., Ltd.
This kind of roller has two disadvantages:
The first is that the pass wall is easy to wear and widen;
Second, the corner at the bottom of the pass is easy to be damaged due to the growth of hot cracks, resulting in roll breakage. Baosteel blooming mill is imported from Nippon Steel. It has two 1350 mm square slab blooming mills with a large opening.
At the initial stage of production, the No.1 primary roll is a 75crmo alloy cast steel roll, which has good wear resistance but a large crack tendency. The newly selected 50crnimo and 60crnimo alloy forged steel roll has good wear resistance and a small crack tendency. The newly selected 70crnimov alloy cast steel roll is subject to differential heat treatment after rough opening, which has good wear resistance and satisfactory use. However, it has a crack tendency when the roll diameter is small and needs to be monitored.
No.2 primary roll has been made of the original alloy nodular cast iron with good effect. During the early development of ductile iron primary roll in China, it could not be popularized for a long time because of the problems of wear and slip. Shougang Institute of steel and Anshan Iron and Steel Co., Ltd. have successfully researched 850mm nodular cast iron primary roll, and the rolling stock is 80% higher than that of the original forged steel roll. The wear problem of the rubber pad is solved by opening the oil hole and oil groove on the rubber pad and improving the lubrication. The problem of not biting steel is solved by means of scoring or knurling.
In order to improve the service life of primary roll, ductile iron primary roll and semi-steel primary roll have been developed successfully abroad. It has high C, Cr, and Mo contents in the outer layer, fine grain, fine flake pearlite or bainite, and secondary carbide, and its hardness can be increased from hs50 to hs65; its core structure is pearlite and ferrite, with good toughness, and its rolling capacity has exceeded 4 million tons. When selecting the material for the first roll, we should take the use conditions and experience of the roll as the basis, and draw on the experience of domestic advanced enterprises and foreign countries.

2.2 Billet Mill Roll
In our country, the role of continuous rolling mill is made of forged steel, such as 60crnimo forged steel roll.
At present, there is a trend of using bucket steel rolls to replace forged steel rolls. The roll of the 6VH billet continuous rolling mill in the Baosteel blooming mill is made of forged semi-steel and forged cast iron with 1.7% ~ 2.4% C, which has good wear resistance and poor hot crack resistance. Therefore, water cooling should be strengthened when it is used. Cast graphite steel rolls with low strength but good hot cracking resistance were used in this plant, which broke through the frame that Nippon Steel thought that cast rolls could not be used and achieved success. In addition, the cast semi-steel roll containing 1.4% ~ 2.0% C has been used with good results.
However, due to the low manufacturing level and unstable quality of this kind of cast roll in China, the forging semi-steel roll is still mainly used because of its great progress in manufacturing level and stable quality. In foreign countries, forged steel rolls were used at first and then cast steel, bucket steel and ductile iron rolls were used.
At present, the forged white iron roll is widely used, which shows good breaking resistance, wear-resistance, and surface roughing resistance. It has a significant effect on prolonging the roll changing period and reducing roll consumption.
2.3 Roll of Medium Section Mill
There are many kinds of rolls of 650mm, 630mm, 580mm, and 500mm used in the medium section mill in China. Most of the rolling mills are of three rolls open horizontal type.
The roll material used in each stand has not changed greatly for many years. Low alloy cast steel rolls are almost used in one frame. The main problems are non-wear resistance and ring crack at the bottom of holes and grooves, resulting in broken rolls. Therefore, it is very important to improve the wear resistance, crack resistance, and toughness of rolls. In the future, several rolling mills have high requirements on the wear resistance of rolls. Most of them use cast iron rolls. The strength of infinitely chilled cast iron rolls is low, and the roll neck is easy to be twisted when they are used. In addition, graphite affects the crack resistance, which should be less than 3%. The alloy ductile iron roll is used in the finishing mill stand.
2.4 Roll of Plate Mill
In our country, there are three rolls single stand, two rolls or four rolls rough rolling, and four rolls double stand.
The 2300mm Laut plate mill in our country is mostly a single stand. When rolling, the roll bears greater rolling pressure and thermal impact and requires higher heat resistance, wear-resistance, and strength. Generally, the alloy chilled composite nodular cast iron roll is used.
The main problem is roll spalling. In recent years, the low nickel alloy infinitely chilled cast iron roll and full core composite infinitely chilled cast iron roll have been tried out, which have higher wear resistance. However, due to the long roll body, it is easy to cause tensile stress cracks during casting due to shrinkage. Alloy ductile iron and semi-steel roll are recommended by foreign businessmen, which have better strength and wear resistance.
In China, alloy cast steel, graphite steel, and ductile iron were once used for the rolls of two roll roughing stand with two stands. In foreign countries, composite cast steel was widely used. Alloy steel containing N was used for the outer layer and special steel containing 0.5% ~ 1.0% Cr was used for the core. The production method was centering composite. There are also composite rolls with a semi-steel outer layer and graphite steel core.
The work roll of four high roughing mills is made of low alloy infinite chilled cast iron, which tends to be changed to medium alloy infinite chilled cast iron. The backup roll of four high roughing mill stands is made of cast steel or forged steel.
The work roll of the four high finishing mill stand must have high wear resistance and crack resistance. At present, the domestic generally adopts the chilled composite nodular iron bar, molybdenum alloy chilled nodular iron roll and molybdenum alloy chilled composite nodular iron roll, while the foreign tends to adopt the medium alloy infinite chilled cast iron roll with composite casting. The back-up roll of four high finishing mill stand is usually cast steel or forged steel roll, while the composite cast steel roll is used abroad at present.

2.5 Rolls of Small and Wire Rod Mill
The continuous small section mill consists of three groups of stands, namely roughing stand, intermediate stand, and finishing stand. The roughing stand is generally made of Ni Cr alloy nodular iron roll and semi-steel roll; the intermediate stand is made of nodular iron and alloy infinitely chilled cast iron and semi-steel roll; the finishing stand is made of alloy infinitely chilled cast iron or tungsten carbide roll. Some countries put forward that semi-steel roll can be used for three groups of frames, but the hardness and strength are different with different carbon content.
The stand of the wire rod mill can also be divided into three groups: roughing stand, intermediate stand, and finishing stand. In China, Mn and mnmo series low alloy cast steel and semi-steel roll are used for roughing mill stands; low alloy infinitely chilled cast iron, semi chilled ductile iron, and semi-steel roll are used for intermediate mill stands; the roll material of finishing mill stands has been changed from low alloy infinitely chilled cast iron to centrifugal compound infinitely chilled cast iron and alloy chilled cast iron with high hardness.
In recent years, some factories use superhard WC roll, which greatly reduces the number of roll changes.
2.6 Roll of Hot Strip Mill
The hot strip mill consists of roughing mill and finishing mill. The vertical scale breaking roll used in roughing mill is made of cast steel, which has the characteristics of slow-rolling speed, high temperature, and easy to produce hot crack defects. Nodular cast iron and graphite steel roller have been used for trial, and the effect is better. In recent years, composite cast steel roller has been used abroad, and the effect is better.
When the ductile iron roll was used in roughing mill, there were some problems, such as bad steel biting, wear pad, poor surface roughness resistance, and easy folding, etc., which were replaced by low Cr Mo cast steel roll containing 0.9% ~ 1.0% C. The application effect of graphite steel roll is better than that of alloy cast steel roll.
The two or four work rolls used to be made of infinite chilled cast iron and alloy nodular iron are easy to slip, and the quality of rolled products is affected by poor thermal fatigue resistance and rough roll surface. At present, CrMo semi-steel roll containing 1.4% ~ 1.8% C has been used. After improving the roll manufacturing process, the effect is better.
There are some problems such as non-wear resistance, hot cracking, sticking, and block dropping in the infinitely chilled cast iron roll used in the first three stands of the finishing mill. The high chromium cast iron roll can be used in the front section of the finishing mill, which has good wear resistance but poor thermal conductivity, so the water cooling must be sufficient.
The work rolls of four to seven stands of finishing mill are generally centrifugally cast medium NiCr infinite chilled cast iron composite rolls. The outer layer has high hardness, compact structure, and fine graphite particles, which makes the roll surface smooth and has better hot cracking resistance.
3. Speed up the Application of New Material Roller
Speeding up the application of new material roller is undoubtedly an effective measure to reduce roller consumption. The following introduces some rolls of different materials that should be paid attention to in China.
3.1 Semi-steel Roll
Semi-steel roll is known as the "adamite" roll in foreign countries. It was widely used abroad in the 1970s. To a certain extent, it represented the international level and development direction of roll production at that time.
Its carbon content is between 1.3% and 2.4%, which is classified as cast iron in Japan and is called the "special high carbon chromium nickel wear-resistant cast iron" roll. The former Soviet Union and Eastern Europe classified it as a "hypereutectoid steel" roll.
It is called semi-steel roll in our country. The free carbide in semi-steel is about 6% - 10%, but the carbon other than eutectoid composition can be carbide or graphite. The main form of carbide is called semi-steel; the main form of graphite is called nodular cast steel or graphite steel (also included in semi-steel). Si, Mn, Ni, Mo, and other alloy elements are often added in semi-steel, and the amount of addition depends on the expected structure and properties. The strength and toughness of semi-steel is close to that of the steel roll but better than that of the iron roll, and the hardness and wear resistance of the semi-steel are close to that of the iron roll but better than that of the steel roll.
Another characteristic of the semi-steel roll is that the hardness drop of the section is small and it can cut deep pass. Semi-steel roll is most suitable for heavy work billet mill, large section mill, medium mill, universal section mill, hot continuous roughing mill, and hot continuous finishing mill (front section). Because its hardness is lower than that of chilled cast iron roll, and it is easy to expand when heated, it is generally not used in the finishing mill and finished product stand.
There are still some problems in semi-steel roll, such as long heat treatment cycle, complex process, high content of Ni, Cr and Mo alloy, complex production technology, strict quality requirements, the combination of hardness and toughness has not reached a more ideal situation and high cost.
Since the 1980s, it has been gradually replaced by high chromium cast iron roll and forged white cast iron roll on many occasions.

3.2 High Chromium Cast Iron Roll
The hardness of eutectic carbide Cr7C3 in high chromium cast iron is much higher than that of Fe3C in semi-steel and infinite chilled cast iron, which is different from the network distribution of Fe3C. The isolated Cr7C3 is distributed on the continuous matrix, which makes the strength and toughness of high chromium cast iron similar to that of steel, but the wear resistance is higher than that of chilled cast iron. In addition, the good oxidation resistance of this material makes the high chromium cast iron roll adapt to high chromium cast iron The rolling operation of heavy load.
Nickel chromium wear-resistant semi-steel high chromium cast iron roll also has the following characteristics:
The hardness of the working layer is evenly distributed from the surface to the inside, so it is no longer necessary to harden and repair during use;
The compressive strength is higher than the pressure caused by sudden accidents, so there will be no indentation on the roll surface;
The structure is stable. When the rolling slips and the roll surface is overheated, soft spots will appear on the forged steel roll, but not on the high chromium roll;
The printing roller, such as the end frame of a continuous rolling mill, can keep the pattern for a long time.
At present, the inner and outer materials of composite cast iron roll are various, such as ductile iron semi-steel, high grade cast iron high chromium cast iron, ductile iron high chromium cast iron, high grade cast iron medium alloy infinite chilled cast iron, ductile iron medium alloy chilled cast iron, ductile iron semi-steel high chromium cast iron, etc. The high chromium cast iron compound roller has been widely used, showing good comprehensive mechanical properties and service performance.
It is generally acknowledged that the development of high chromium cast iron roll has become one of the development trends of modern roll production.
3.3 Forged White Cast Iron Roll
Forged white cast iron roll was first created by Toyama and nisso foundry companies in Japan in the 1970s, which is called NT roll. Later, it was introduced and improved by Krupp company of West Germany, which was called K-NT roll. Developed countries have introduced and studied this kind of roller, and several factories in China have successfully trial-produced NT roller.
The net carbide in white cast iron is crushed by forging to refine the structure and improve the toughness of the NT roll. The high wear resistance of white cast iron is retained due to the existence of massive carbide. Compared with cast iron roll with the same carbon content, the strength of NT roll is greatly improved, and the toughness of NT roll is comparable to that of steel. The yield strength is about 80% of the tensile strength, which is not possessed by general roll materials.
The wear resistance of NT roller is 3-4 times that of ductile iron or alloy cast iron roller and 2-3 times that of the special cast steel roller. It has been widely used in blooming mill, section mill stands, wire rod mill,s and hot strip mills in foreign countries. It has wear resistance, heat cracking resistance, and good mechanical properties required by rolling conditions.
It has become one of the development directions of modern roller.

3.4 High-speed Steel Roll
High-speed steel roll is a new generation of roll which has been tried out for more than 10 years. It shows obvious advantages in structure and properties. After mastering various manufacturing processes of high-speed steel, high-speed steel roll has been widely used in various modern rolling mills abroad
Application examples of high-speed steel roll production methods and characteristics of the factory
The wear loss of F 2 ~ f 7 stands of centrifugal casting hot strip mill in chavanne Ke in the mill is only 1 / 3 of that of original rolls, and the surface quality of strip steel is good
The rolling capacity of the front frame of hot strip finishing mill for high carbon high-speed steel produced by Nippon Steel's CPC process is 8192 tons per grinding, which is three times the original roll
The wear of the F6 stand of electro slag welding (hs80-90) hot strip mill in Hitachi production Institute is only 1 / 4 of that of infinite chilled cast iron roll. The service life of hip wire rod finishing mill is 4.6 times that of chilled cast iron roll
The service life of a composite roller sleeve with a diameter of 1000mm is 2-3 times as long as that of an alloy cast iron roller
The roll ring of the bar finishing stand manufactured by Sandvik spray deposition method in Sweden has a rolling capacity of 6190T / mm and a centrifugal casting roll sleeve (hs75 ~ 85). The wear loss of roughing stand of hot strip mill is 1 / 2 of that of high chromium roll
Due to the high cost of high-speed steel roll, complex production process, the use of technology needs to be improved, so in the promotion and application of high-speed steel roll, we should pay attention to the comprehensive analysis of rolling mill form, rolling product type, cost, use conditions, and other factors.
3.5 Improved High Hardness Cast Iron Roll
An improved high hardness cast iron roll can be used in the finishing stand of the hot strip mill. Its structure is different from that of ordinary cast iron roll. It needs to form a martensite matrix. It is impractical to obtain martensite only by heat treatment. Generally, it is necessary to increase the content of alloying elements to increase the stability of austenite and directly change it into martensite in a cast state.
In order to prevent the hard structure on the roll neck, the metal mold must be used for composite casting, and the soft molten iron must be used for the core.
Chemical Composition and Hardness of High Hardness Cast Iron Roll
Roller type chemical composition /% HS remarks
C Si Mn P S Ni Cr Mo
Wire finishing roll 3.2 ~ 3.60.3 ~ 0.60.3 ~ 0.60.2 ~ 0.4 ≤ 0.073 ~ 3.51.2 ~ 1.580 ~ 85 belongs to chilled cast iron roll
3.0 ~ 3.40.6 ~ 1.00.3 ~ 0.6 ≤ 0.15 ≤ 0.074 ~ 4.451.4 ~ 1.80.3 ~ 0.678 ~ 83 are infinitely chilled cast iron rolls
3.6 Improved Ductile Iron Roll
Bainite nodular cast iron rolls can be used for the flat stand of the hot strip mill. It has better wear resistance, strength, and toughness than ordinary Pearlite Nodular Cast iron roll. The alloying elements are Ni3% ~ 5% and mo0.5% ~ 1.0%. If Cr is added to improve the surface hardness, composite casting is necessary.
Sumitomo once made a kind of SP nodular cast iron roll, which is characterized by fine and dispersed ledeburite structure obtained during the eutectic reaction, which not only improves the thermal conductivity but also reduces the sensitivity of crack propagation, so it has high hot crack resistance. It has been used in blooming mill with good results, and its service life is twice as long as that of ordinary ductile iron rolls.
3.7 Composite Cast Steel roll
The so-called composite cast steel roll refers to the roll cast with two or more different steel grades in the roll core and outer layer. It is generally cast on the centrifugal casting machine, and the liquid steel in the outer layer is best degassed. The casting, heat treatment and other processes of the roll are important links in production. It can be used for slab blooming mill roll, thick plate mill rough roll, strip hot continuous mill rough roll and backup roll, etc.
The main chemical compositions of some composite cast steel rolls are as follows
Roll name of manufacturer chemical composition of outer core /% C Si Mn Cr Ni others
0.8-0.9 for the outer layer of the hot rolling backup roll in the West Germany Wood foundry
Hot rolling backup roll core 0.2 ~ 0.4
0.7 ~ 0.80.4 1.8 1.8 0.5 mo0.35 for the outer layer of the backup roll of gangdemen hot rolling mill in West Germany
Hot rolling backup roll core 0.250.40.4
0.8 ~ 0.9 1.6 ~ 1.7 for the outer layer of the backup roll of hot rolling in challans roll mill, France
0.8 0.6 1.6 ~ 2.0 1.6 ~ 2.0 Mo 0.3 ~ 0.4
1.5 ~ 2.0 for the outer layer of hot rolling backup roll in Lionville casting and forging plant, France
The outer layer of hot rolling backup roll is 0.8 ~ 1.3, 1.0 ~ 2.0, 1.0 ~ 2.0, mo0.5, Vo1 ~ 0.3
Hot rolling backup roll core 0.4
4. Speed up the Popularization and Application of Roll Surface Repair and Strengthening Technology
The surface repair and strengthening of hot roll include surfacing, spraying, and laser coating. It can not only repair the roll, but also improve the wear resistance and prolong the service life of the roll; maintain the best roll diameter, reduce the possibility of roll breakage; reduce the roll consumption, improve the operation rate of the rolling mill, and improve the surface quality of steel. It has obvious economic benefits.
Manual arc surfacing is usually used to repair defects such as local spalling of roll surface, and sometimes for the whole roll surface. However, due to the low efficiency of manual arc surfacing, it is rarely used in large area surfacing. The domestic welding rods used for manual arc surfacing or repair welding of steel roller include D337, D397, D512, and special welding rods. At present, manual arc surfacing technology has been applied to the repair welding of cold cast iron roll which is generally considered as non-weldable. The BT-1 and bt-2 welding rods have been developed by the Shandong University of technology for the repair welding of cold cast iron roll, and the effect is very good.
The automatic surfacing of the roll has been widely used in our country. Generally, heat-resistant and wear-resistant materials are overlaid on the base of steel roll. In recent years, our country has done a lot of work in the development of roll surfacing materials. However, the surfacing materials have not been serialized, and their varieties and quality are far from meeting the requirements of steel roll surfacing. In the world's advanced industrial countries, such as the former Soviet Union, there are several kinds of welding wires and matching fluxes for surfacing according to the different requirements of roller. Moreover, new surfacing materials are constantly researched and manufactured to meet the needs of production and technological development. We should speed up the development and application of new roll surfacing materials, and narrow the gap with a foreign advanced level.
Many types of advanced automatic surfacing equipment have been used in foreign advanced countries. These types of equipment have high automation, high surfacing efficiency, and can meet the needs of high-quality surfacing rolls and other steel rolls. For example, the platform type seven-wire horizontal surfacing machine and strip surfacing roller machine made in Japan, the double chuck automatic horizontal surfacing machine made in Sweden, the universal tilting machine made in the former Soviet Union, the multi-wire electroslag surfacing machine made in the United States and the Czech Republic, etc. At present, single wire and single machine submerged arc welding are still the main methods of roll surfacing in our country. Only a few manufacturers have adopted the double machine operation method and carried out strip surfacing test. The domestic roll surfacing equipment still needs to be improved.
Surface manual oxy ethyl flame spray welding technology shows great advantages in repairing the wear of roll neck. It is also used to repair the whole working face and local defects of the roll body.
Laser coating on roll surface is a kind of roll surface strengthening method in the research and development stage. It can also be used to repair the roll pass and local block. Laser coating is to use the laser as the heat source to melt high-performance coating materials on the surface of the roller in a metallurgical way so that the surface of an ordinary roller with low price can be coated with a layer of material with good performance. Compared with the traditional spraying composite method, it has the advantages of good coating quality, the firm combination between coating and substrate, and easy automatic control. Due to the high price of laser processing equipment and the further study of coating technology for different rolls, this technology has not been widely used in China.
5. Improve the Cooling Condition of rolls
The cooling condition of the roll affects the wear, hot crack, and spalling of the roll to a great extent. Improper or insufficient cooling will cause a great temperature gradient on the surface of the roll, which will accelerate the generation of hotlines and spalling alternating thermal stress. In addition, the relatively high temperature reduces the wear resistance of the roll, which makes it difficult to control the roll shape and affects the surface quality of the rolled products. Excessive thermal stress is one of the causes of roll fracture.
The unstable cooling water of roll is common in many rolling mills. The cooling water condition of the roll can be improved by improving the structure of the cooler, strengthening the maintenance and management of the cooling water system, and adjusting the pressure of cooling water.

6. Develop New Technology of Hot Lubrication Rolling
The application of hot lubrication rolling technology can reduce the rolling pressure, reduce the friction coefficient between the roll and the rolled piece, improve the cooling conditions of the roll, and improve the anti-sticking property of the roll, so as to improve the service life of the roll.
The development of hot lubrication rolling technology must pay attention to three aspects: first, the lubrication device should be easy to install, operate and maintain; second, the lubricant has low cost and little pollution; third, the lubricant has good performance, such as good cooling effect, good oxidation resistance and heat resistance, strong adhesion to roll surface, easy to separate from cooling water after rolling, etc.
The commonly used lubricants are lubricating oil and fat, oil-based water mixture, graphite water lubricant, etc.
Research results show that: the process lubrication effect of blooming mill and heavy plate mill is not obvious, or even has no effect; for medium plate mill, the rolling force can be reduced by about 20%, and the rolling force can be reduced by 25% in the first pass of finished product; for finishing mill of hot strip mill, the effect of lubricant is more significant. It is reported that the application of synthetic lubricant in 1524mm semi-continuous hot strip mill of American Sharon steelworks has achieved remarkable results. The results show that the amount of steel rolling increased by 57%, the amount of heavy rolling decreased by 23%, and the energy consumption also decreased by 10%; the synthetic lubricant used by qudian steel in 1422mm hot strip mill and the first four stands of finishing mill reduced the roll wear by 50%. Sometimes, the hot lubrication rolling technology can also solve the problems that are difficult to overcome in the use of rolls. For example, this technology is used in Japan to reduce the sticking phenomenon of the work roll of the hot strip mill and the horizontal roll of the universal mill.
It is an effective way to reduce roll consumption to apply hot lubrication rolling technology in some rolling mills and develop lubrication devices and lubricants suitable for different working conditions.
Free send inquiry to [email protected] or [email protected] if any needs.
Whatsapp/Wechat:+8615877652925
Website: https://www.hanrm.com

Article Resource: Hot Rolling Roll
More News You May Interesting:
Multi-roll Mill VS Common Mill?
The Cause of Rolling Mill Rolls Breakage
Material Selection of Rolling Mill Rolls
Failure Analysis of Cold Mill Roll
Design of Mill Rolls for Rolling Mill and Material of Rolls
Development of High-speed Steel Rolls
New Process Sendzimir Roll Features
Sendzimir Mill Roll Maintenance
Finishing Rolling Mill Process Explanation
Reasons and Solutions for the Piling of Wire Rod Rolling
Characteristics and Quality of Wire Rod
Bar Rolling Mills Water Cooling Technology
The Main Rolling Processes of the Wire Rod Mill Production Line
Laying Head of Wire Rod Mill
Headless Welding Rolling Process
How to Improve the Thermal Efficiency of the Reheating Furnaces?
Causes of Surface Cracks in High-Speed Wire Rod Rolling Mill
Cardan Shaft Assembly and Routine Maintenance
Causes and Solution of Steel Piling-up in High-speed Wire Rod Rolling Mills?
Why does the Steel Bar Bend after being Cut by Flying Shear?

Comments
There are still no comments posted ...
Rate and post your comment