
Most Popular
 Advantages and Disadvantages of Electric Arc Furnace and Induction Furnace Steelmaking
Advantages and Disadvantages of Electric Arc Furnace and Induction Furnace Steelmaking
Electric Arc Furnace VS Induction Furnace SteelmakingComparison of advantages and ...
 Electric Arc Furnace VS Submerged Arc Furnace
Electric Arc Furnace VS Submerged Arc Furnace
Electric Arc Furnace VS Submerged Arc Furnace Direct current electric arc ...
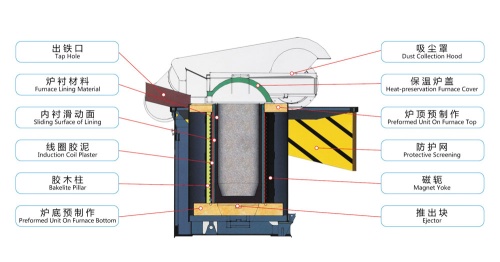 Electric Induction Furnace Diagram
Electric Induction Furnace Diagram
Electric Induction Furnace Diagram Induction furnace steelmaking is a steelmaking method that ...


 Electric arc furnace steelmaking uses electric energy as heat energy and uses the high temperature of the arc generated between ...
Electric arc furnace steelmaking uses electric energy as heat energy and uses the high temperature of the arc generated between ...HAN Submerged Arc Furnace (2022-HAN Suberged Arc Furnace.pdf)



Wire Drawing Defects and Residual Stresses
Rated:  , 0 Comments
, 0 Comments
Total visits: 296
Posted on: 08/04/23

Typical defects in a drawn rod or wire are similar to those observed in extrusion especially center cracking another major type of defect in wire drawing is seams, which are longitudinal scratches or folds in the material.
Seams may open up during subsequent forming operations (such as upsetting, heading, thread rolling, or bending of the rod or wire), and they can cause serious quality-control problems.
Various other surface defects (such as scratches and die marks) also can result from improper selection of the process parameters, poor lubrication, or poor die condition.
Because they undergo nonuniform deformation during drawing, cold-drawn products usually have residual stresses. For light reductions, such as only a few percent, the longitudinal-surface residual stresses are compressive (while the bulk is in tension) and fatigue life is thus improved.
Conversely, heavier reductions induce tensile surface stresses (while the bulk is in compression). Residual stresses can be significant in causing stress-corrosion cracking of the part over time.
Moreover, they cause the component to warp if a layer of material subsequently is removed such as by slitting, machining, or grinding.
Rods and tubes that are not sufficiently straight (or are supplied as the coil) can be straightened by passing them through an arrangement of rolls placed at the different axe.
Article Source: Wire Drawing Defects and Residual Stresses
More Articles You May Interesting:
Automatic Wire Drawing Machine VS Manual Drawing Machine
Automatic Nail Making Machine Working Principle
Cemented Carbide Wire Drawing Die Manufacturing Process
Precautions for Wire Drawing Machine Operation
Wire Drawing Machines: Spray Welding VS Tungsten Carbide Thermal Spraying
What is Elephant Trunk Take-up Machine?
Six Types Wire Drawing Machines
Copper Wire Drawing Machine Production Process
Wire Drawing Machine Structure Device
Advantages of Inverted Wire Drawing Machine
High Speed Wet Wire Drawing Machine Operation Steps
Wire Drawing Products Unqualified Surface Quality Reasons
Wet Wire Drawing Machine Working Principle
Wet Drawing Machine Transformation Process Requirements
Comments
There are still no comments posted ...
Rate and post your comment